
Self-sealing Blind Plates for Hydraulic Tests of Ultra-high Pressure Valves
The working principle, structure, characteristics and applications of a self-sealing blind plate used in the process device of the ultra-high pressure valve hydraulic test bench are introduced in this article.
1. Overview
According to relevant regulations, each valve must be subjected to a pressure test before leaving the factory, including a pressure strength test and a sealing test. With the increase of valve parameters, the requirements for valve inspection and test equipment are getting higher and higher.
2. Water pressure tests
During the hydraulic test for valves, the clamping force is provided by the test bench. Both ends of the valve channel are sealed with test blind plates, and the blind plate and end face of the valve channel are sealed with a sealing ring. The test medium enters the valve cavity from the inlet pipe and pressurizes to the valve’s test pressure by a booster pump. The blind plate for the valve's hydraulic test generally adopts axial seals and end face seals.
2.1 Axial sealing
Axial sealing (Figure 1) has good sealing performance. When the testing blind plates at both ends are opened to both sides due to the thread gap and the elastic deformation (stretching) of the screw rod under the action of the internal pressure, the blind plates and sealing ring can be displaced in the valve channel to ensure sealing. If a greater clamping force is used to make the testing blind plate not move under the action of internal pressure, it is easy to damage the valve and affect the service life of the valve. Through design calculations, the axial gap is controlled at 0.6 to 0.9 mm under high-pressure conditions, which can ensure the sealing performance. The ultra-high pressure valve with large diameters is affected by its weight due to the axial seal, which causes the unilateral clearance to increase, and makes the sealing difficult to control; there is a risk of extrusion of the rubber ring under high pressure. Different pipes have different groove sizes, and blind plates with different sizes are required. After the test, the blind plate is difficult to disassemble.
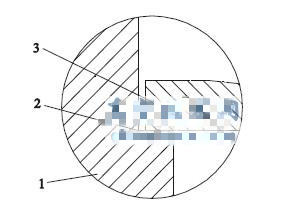
1. Blind plates 2. Sealing rings 3. Testing valves
Figure 1 Axial sealing
2.2 The sealing for end faces
The sealing for end faces is shown in Figure 2. The processing accuracy of the blind plate is low, and it is suitable for matched pipes of different sizes. The testing blind plate has good versatility. After the test is completed, the tooling is easy to disassemble. Unilateral leakage is avoided due to the weight of the valve during the valve's test. Because the internal pressure of the ultra-high pressure valve with large diameters is very great, affected by the thread gap and the elastic deformation of the screw, the blind plates at both ends will open to both sides, and the end seal is easy to leak; the higher the pressure is, the easier it is to leak.

1. Blind plates 2. Sealing rings 3. Testing valves
Figure 2 The sealing of the end face
3. The self-sealing structure of the end face
Combining the characteristics of the blind plate's axial seal and end face seal, a self-sealing end face structure is designed for the hydraulic test of the ultra-high pressure valve (Figure 3). An annular groove is provided for the testing blind plate, and the blind plate ring and sealing ring are installed. When the internal pressure of the valve rises, the blind plates at both ends expand to both sides under the action of the internal pressure. Under the thrust of the difference between the area of the ring a and ring b, the blind plate ring closely fits the valve end face and automatically seals. The thrust f produced by the internal pressure F and the area difference between the ring a and ring b during the hydraulic test is as the following:

In the formula, F is the internal pressure of the valve's water pressure test (N). D means the maximum inner diameter of the valve passage's hole (mm). Pm shows the valve's hydraulic strength test pressure, which is not less than 1.5 times the pressure rating at 38℃ (MPa). F is the thrust produced by the area difference of the blind plate ring (N). Aa means the area of the ring a (mm2). Ab means the area of the ring b (mm2).

1. Blind plates 2. Sealing rings 3. Blind plate rings 4. Testing valves
Figure 3 Self-sealing end faces
The end face self-sealing blind plate has good sealing performance. The higher the pressure is, the better the sealing performance becomes. It solves the various problems of different valve tooling for valves with different diameters. It is easy to disassemble; the problems and risks of the increased unilateral gap due to the dead weight of ultra-high pressure and large-diameter valves, difficult control of the sealing and the sealing ring being easy to be squeezed under high pressure are avoided.
4. Applications
Using the end face self-sealing blind plate of the hydraulic test bench to carry out the strength test of the supercritical hydraulic test plugging valve (Figure 4). The nominal size of the valve is DN500, the working pressure 27MPa, the working temperature 580℃, and the hydraulic test strength 72MPa. Under the internal pressure of 1413T, the gap between the blind plates on both sides and the end face of the valve reaches 5 mm. Under the thrust of the area difference of the blind plate ring, the blind plate seals reliably.

Figure 4 The strength test of the valve
5. Conclusion
Ultra-high pressure valves adopt end face self-sealing blind plates for hydraulic tests on the hydraulic testing machine, which has good sealing performance, good versatility, and good operation, reduces the difficulty of the blind plate's processing and saves costs.
1. Overview
According to relevant regulations, each valve must be subjected to a pressure test before leaving the factory, including a pressure strength test and a sealing test. With the increase of valve parameters, the requirements for valve inspection and test equipment are getting higher and higher.
2. Water pressure tests
During the hydraulic test for valves, the clamping force is provided by the test bench. Both ends of the valve channel are sealed with test blind plates, and the blind plate and end face of the valve channel are sealed with a sealing ring. The test medium enters the valve cavity from the inlet pipe and pressurizes to the valve’s test pressure by a booster pump. The blind plate for the valve's hydraulic test generally adopts axial seals and end face seals.
2.1 Axial sealing
Axial sealing (Figure 1) has good sealing performance. When the testing blind plates at both ends are opened to both sides due to the thread gap and the elastic deformation (stretching) of the screw rod under the action of the internal pressure, the blind plates and sealing ring can be displaced in the valve channel to ensure sealing. If a greater clamping force is used to make the testing blind plate not move under the action of internal pressure, it is easy to damage the valve and affect the service life of the valve. Through design calculations, the axial gap is controlled at 0.6 to 0.9 mm under high-pressure conditions, which can ensure the sealing performance. The ultra-high pressure valve with large diameters is affected by its weight due to the axial seal, which causes the unilateral clearance to increase, and makes the sealing difficult to control; there is a risk of extrusion of the rubber ring under high pressure. Different pipes have different groove sizes, and blind plates with different sizes are required. After the test, the blind plate is difficult to disassemble.
1. Blind plates 2. Sealing rings 3. Testing valves
Figure 1 Axial sealing
2.2 The sealing for end faces
The sealing for end faces is shown in Figure 2. The processing accuracy of the blind plate is low, and it is suitable for matched pipes of different sizes. The testing blind plate has good versatility. After the test is completed, the tooling is easy to disassemble. Unilateral leakage is avoided due to the weight of the valve during the valve's test. Because the internal pressure of the ultra-high pressure valve with large diameters is very great, affected by the thread gap and the elastic deformation of the screw, the blind plates at both ends will open to both sides, and the end seal is easy to leak; the higher the pressure is, the easier it is to leak.
1. Blind plates 2. Sealing rings 3. Testing valves
Figure 2 The sealing of the end face
3. The self-sealing structure of the end face
Combining the characteristics of the blind plate's axial seal and end face seal, a self-sealing end face structure is designed for the hydraulic test of the ultra-high pressure valve (Figure 3). An annular groove is provided for the testing blind plate, and the blind plate ring and sealing ring are installed. When the internal pressure of the valve rises, the blind plates at both ends expand to both sides under the action of the internal pressure. Under the thrust of the difference between the area of the ring a and ring b, the blind plate ring closely fits the valve end face and automatically seals. The thrust f produced by the internal pressure F and the area difference between the ring a and ring b during the hydraulic test is as the following:
In the formula, F is the internal pressure of the valve's water pressure test (N). D means the maximum inner diameter of the valve passage's hole (mm). Pm shows the valve's hydraulic strength test pressure, which is not less than 1.5 times the pressure rating at 38℃ (MPa). F is the thrust produced by the area difference of the blind plate ring (N). Aa means the area of the ring a (mm2). Ab means the area of the ring b (mm2).
1. Blind plates 2. Sealing rings 3. Blind plate rings 4. Testing valves
Figure 3 Self-sealing end faces
The end face self-sealing blind plate has good sealing performance. The higher the pressure is, the better the sealing performance becomes. It solves the various problems of different valve tooling for valves with different diameters. It is easy to disassemble; the problems and risks of the increased unilateral gap due to the dead weight of ultra-high pressure and large-diameter valves, difficult control of the sealing and the sealing ring being easy to be squeezed under high pressure are avoided.
4. Applications
Using the end face self-sealing blind plate of the hydraulic test bench to carry out the strength test of the supercritical hydraulic test plugging valve (Figure 4). The nominal size of the valve is DN500, the working pressure 27MPa, the working temperature 580℃, and the hydraulic test strength 72MPa. Under the internal pressure of 1413T, the gap between the blind plates on both sides and the end face of the valve reaches 5 mm. Under the thrust of the area difference of the blind plate ring, the blind plate seals reliably.
Figure 4 The strength test of the valve
5. Conclusion
Ultra-high pressure valves adopt end face self-sealing blind plates for hydraulic tests on the hydraulic testing machine, which has good sealing performance, good versatility, and good operation, reduces the difficulty of the blind plate's processing and saves costs.
